免費服務電話400-668-2041


上海昱莊機械制造的卷煙包裝機組以其速度高、性能穩定、維護方便等優點已經博得人們喜愛。已占據了國內及亞洲絕大多數市場,理所當然地成為當今卷煙行業的主導機型。此系列香煙包裝機條包成品從條包透明紙包裝機CV(簡稱CV)通道推出后,便完成了在該機組的全部包裝過程。下一個生產環節就是要將條包煙裝箱,如何完成這一環節,不同的卷煙生產廠家有不同的解決方法。大多數未使用自動裝箱系統的煙廠,煙條從香煙包裝機推出后未對其運行方向做任何改變,裝箱機煙條運行方向與CV出口處煙條運動方向一致,而且煙條從CV出口平躺推出,需要裝箱工將每條煙翻轉90°才可裝入煙箱,這樣不但占據車間大量空間,而且大大增加了裝箱工的勞動強度。怎樣才能設計出一種合理的裝箱系統,設法減輕裝箱工的勞動強度就顯得尤為重要。昱莊設計的裝箱系統改變了煙條的運動方向,節省了生產空間,而且使煙條翻轉90°,解決了上述普遍存在的兩個問題。
卷煙包裝機硬件構成
香煙包裝機系統可分為兩部分,即煙條推出部分和煙條翻轉排列部分。圖1為裝箱機系統外形示意圖。它的工作動作受5個傳感器控制,執行動作由兩個電磁閥控制下的氣缸來完成。在工作過程中煙條的運動方向如圖1中箭頭方向所示,完成煙條從水平擺放到堆垛的過程,見圖2煙條運動方向圖。
卷煙包裝機自動翻條裝置
圖1中,傳感器B1定義為條包煙到達水平跑道,用以檢測條包煙是否到達水平跑道;傳感器B2定義為煙條推出跑道,用以檢測推煙氣缸推板A是否將條包煙推出跑道;傳感器B3定義為推板A返回原位,用以檢測水平通道是否發生堵塞。圖1中,將水平跑道中的煙條推出,進入煙條滑道之中,隨后,向右運動直至恢復到原始位置,完成一個推出過程。
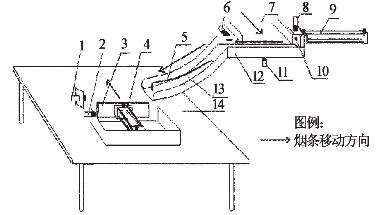
1—傳感器B4;2—傳感器B5;3—推板;4—堆垛氣缸B;5—煙條翻轉導條;6—傳感器B2;7—包裝機煙條出口;8—傳感器B3;9—推煙氣缸A;10—推板A;11—傳感器B1;12—水平跑道;13—煙條滑道;14—堆垛臺
圖1裝箱機系統構成示意圖

圖2 煙條運動方向圖
卷煙包裝機自動堆垛裝置
圖1中,傳感器B4定義為煙條到達堆垛臺,用以檢測煙條是否到達堆垛臺;傳感器B5定義為堆垛完成,用以檢測堆垛氣缸B的推板B是否將煙條推出,完成一次堆垛;氣缸B的推板B向前運動,將從煙條滑道中滑落到堆垛臺上面的煙條推出,使煙條變成一排碼放于堆垛臺;隨后向后運動直至恢復到初始位置,完成一次堆垛過程。







