免費服務電話400-668-2041


昱莊的后道包裝流水線以PLC為基礎,控制系統簡單、便于維護、適應性強,自動化程度高,節約人力,可極大提高生產效率。
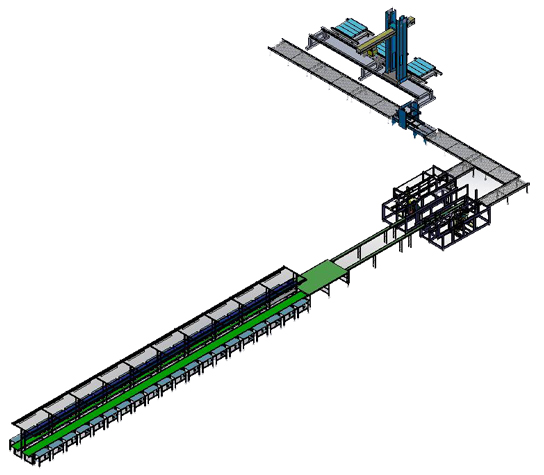
昱莊后道包裝流水線分為袋裝產品和紙箱包裝產品兩種流水線,下面以袋包裝流水線為例進行介紹:
袋包裝后道包裝流水線的機械系統主要包括全自動稱重單元、包裝單元、輸送檢測單元、碼垛單元。其主要工藝流程如下:物料自儲料斗進入包裝秤的給料裝置,通過粗、細給料,實現粗、細兩級加料。當秤斗中的物料重量達到最終設定值時,稱重終端發出停止加料信號,待空中的飛料全部落入秤斗后此次稱重循環結束,此時電子包裝秤等待裝袋機的投料信號。當自動裝袋機完成上袋后,發出訊號,使稱重箱打開卸料翻門,向包裝袋內投料,卸料后稱重箱關閉翻門,裝袋機張開夾袋器,包裝袋通過夾口整形機和立袋輸送機進入自動折邊機,包裝袋經折邊后,進入縫口機,當設在縫口機旁邊的光電開關檢測到包裝袋后,縫紉機開始工作,縫合包裝袋,當包裝袋離開縫紉機后,縫紉機停止,并自動切斷縫合線。
包裝袋經過倒袋整形機進入金屬檢測機及重量復檢機,如果檢測不合格,在包裝袋通過自動撿選機時將被剔除,而合格的包裝袋則順利通過自動撿選機,再經噴墨打印機、過渡輸送機、緩停機等設備,將包裝袋輸送到碼垛單元,由轉位機根據碼垛工藝要求將料袋依次按“2袋直-3袋橫”和“3袋橫-2袋直”循環做轉位處理。這樣包裝袋便以2袋直或3袋橫的形式進入編組機,最后由碼垛機將包裝袋堆碼到托盤上,一般以碼8層為一垛。碼垛完成后,垛盤輸送機將其輸送出碼垛區,停放在叉車區域垛盤輸送機上。
碼垛機所使用的托盤由托盤倉和托盤輸送機根據程序自動提供。
推薦新聞:
蜘蛛手分揀機器人
自動化包裝生產線
自動碼垛生產線
紙箱碼垛機器人
低床碼垛機






